|
Celebrating 35 years providing high quality products and advice.
|
| Our Local Time Is 12:55:59 AM. |
| Call us at 818-786-0600. We are here to help! |
((500 - 12) / 500 ) * 100 = 98% Rejection
Feed Water Conductivity = 500
Product Water Conductivity= 12
Percent Rejection = 98%
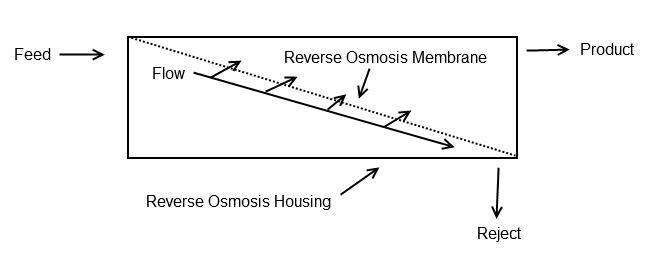
In order to know the condition of your Reverse Osmosis System, one of the parameters we use is the amount of dissolved metals that the membrane allows to pass through it.
This is called the percent salt rejection.
This is a measurement calculated based on the compared amount of contamination if the initial feed water compared with the amount of contamination in the purified or product water exiting the Reverse Osmosis System.
Also See :
About Reverse Osmosis
You need a conductivity meter in order to measure the condition of the membrane. Some Reverse Osmosis Systems come with this meter. If you don't have one we have many different types here :
Water Conductivity Measurement Devices
Typical rejection rates for new membranes are as follows :
Cellulose Acetate : 90%-93%
Cellulose Tri-Acetate : 93%-95%
Thin Film Composite : 97%-99%
A membrane is considered bad when the rejection is below 90% although depending upon the application of the water produced, you may be able to use the membranes longer or may been to change them shorter.
It should be noted that Reverse Osmosis Systems do not usually produce water with a product water conductivity of less than 10 p.p.m or 21.4 micromho. This is due to carbon dioxide in the water that is not rejected by the reverse osmosis membranes unless the pH is above 8.5. If starting with 50 p.p.m. water, a membrane may still be perfectly good with a product water quality of 10 p.p.m. even though the rejection rate is only 80% which would normally indicate a bad membrane.
Using Reverse Osmosis as pretreatment to a Deionizer filter.
When using reverse osmosis in front of a deionizer special care should be used when looking at percent rejection. A Reverse Osmosis system will greatly increase the life of a deionizer because it is the most cost effective method to remove dissolved metal but is limited to how much it can remove. A deionizer will remove 100% of the dissolved metals but it is limited by its removal capacity and can be the most expensive method of removing dissolved metals from water. By using a combination of reverse osmosis and deionization you can achieve a very high purity level with the lowest costs. What is important to know is that every time the Reverse Osmosis Product water doubles in contamination level, the deionizer lasts only 50% as long as id did prior. While a reverse Osmosis system may be operating at 98% rejection ( 500 feed and 10 product ) when new and the deionizer lasted say 10,000 gallons, if the rejection falls just 2% to 96% rejection (500 feed and 20 product), the deionizer would only last 5.000 gallons since the amount of contamination doubled. For this reason, paying particular attention to the actual amount of contamination in the product water is the best indicator of system health.
|
|
